Spot welding, also known as resistance spot welding, is a specialized process in metal fabrication. Unlike more commonly used forms of welding, spot welding does not use a filler metal. Two plates are joined together and electrodes apply current to either side. Molten metal bonds the plates together. In this article, you will learn about the process of spot welding, machines involved, metals, and alternatives.
Process
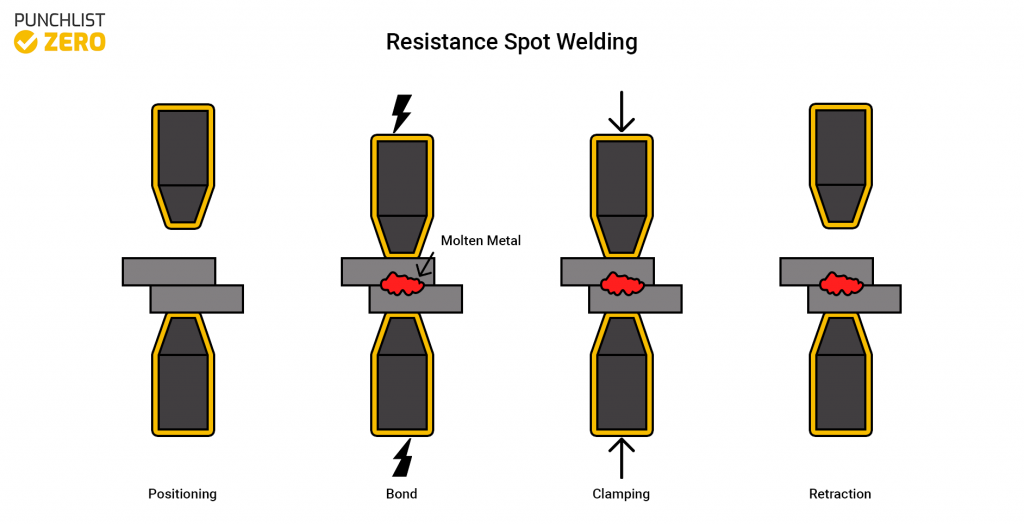
Spot welding occurs in a four-step process.
- Positioning: The material and electrode position so the operator may properly apply the bond.
- Bond: The bond applies, creating molten metal where the current meets.
- Clamping: The operator removes the current and keep the bond clamped in place.
- Retraction: The electrodes retract and the material cools.
Good spot welding requires the control of three parameters: current, time, and electrode pressure. The determination of these qualities depends on the material type and thickness of the material.
Current
Applied current ranges from 100 amperes for light-duty machines to 10,000 amperes for heavy steel plates. Short, intense pulses ensure well-placed localized heating. Metals rapidly conduct the heat away so current quality and consistency ensure a proper application. If the current becomes too high, spatter occurs between electrodes and sheets.
This requires a large electrode force because else the weld quality will not be good enough. However, the force must not be too large as it might cause other problems. When the electrode force increases, the heat energy decreases. This means that the higher electrode force requires a higher weld current. This cause the electrodes to get stuck to the sheet.
Time
Weld time requires as short of a duration as possible. Typically current application occurs for 10 to 100 milliseconds. If the subject machine lacks the proper requirements for clamping force and current, technicians may extend application duration.
Pressure
The size of the contact surface gradually increases during the bonding application. Thus, to keep the same conditions throughout, clamping force requires a gradual increase. The application of too little pressure results in a small and weak joining area. Too much pressure can result in weld cracking.
Application Concerns
Spot welding affects material grains and the material’s hardness. As result, a reduction of metal’s fatigue strength occurs. Thus, care should be taken to not spot weld in an area that provides a structural connection or sees high stress. The annealing heat treat process alleviates this type of stress. However, the added expense of annealing usually does not make commercial sense for most applications. Improperly applied spot welding results in internal cracking, surface cracks, and cosmetically unappealing surface.
Machines Involved
Spot welding equipment is simple. Small spot welders consist only of tool holders and electrodes. Typically, industrial operations do not provide dedicated spot welding machines. Rather, a TIG or MIG welder spot welds via a retrofit kit.

Selection of a proper machine starts with a careful specification of the application. Intermittent or hobbyist machines do not require the robustness of an dedicated industrial welder. Other parameters include the cooling system (air or water), voltage range required, available power design, and the machines’ design.
Metals
The approach varies somewhat across different types of metals. The most frequently used metals are carbon steel, stainless steel, or aluminium, although other metals may be used as well.
Carbon Steel
Welders commonly affixing galvanized steel via spot welding, particularly in sheet metal applications. The galvanization requires slightly more current than its non-galvanized counterpart. Galvanized steel requires slightly higher welding currents to weld than uncoated steel. Also, when encountering galvanization, the copper electrodes rapidly degrade the surface and degrade weld quality. Galvanized steel applications require frequent electrode replacement or the special preparation of the electrode.
Stainless Steel

Stainless steels possess much high electrical and thermal resistance than their carbon steel cousins. Thus, they generally need more current to weld the same size specimen. Cross-contamination of stainless steel with carbon always poses a major concern in fabrication environments. Storage and fabrication of stainless steel should occur far away from carbon steel. Tools and electrodes that clamp and energize the spot weld also require dedicated use for the material or thoroughly cleaning.
Aluminium
Aluminum’s electrical resistance is also much greater than carbon steel. Additionally, aluminum naturally forms an aluminum oxide on its surface. Aluminum sees challenges with the early degradation of its electrodes due to the high current required. Often, operators employ surface preparation of aluminum via anodizing, pickling, laser cleaning, or other methods. The aerospace industry commonly uses aluminum spot welds.
Other Material
Other material may be as commonplace as iron, but often involves exotic material such as titanium and Inconel. When welding exotic material, particular care must be taken to material preperation. For instance, titanium has a four-hour prep to weld completion window. This strict applies because air causes a hard oxide film to form on the surface. Titanium also requires a specialized cleaning agent, typically with ultra-high purity water and hydrochloric acid.
Welders should never assume that the practices employed with one material apply to another. Well defined practices ensure application consistency and an optimal weld.
Alternatives
Fasteners provide the primary alternative to fasteners, due to the nature of bonding thin plates of metal together. Specific alternatives include: rivets, welding, sealants, and threaded fasteners.
Rivets
These fasteners consist of a short metal pieces with heads on both ends. Pop rivets offer added flexibility over spot welding as they connect two pieces of metal when only one side is accessible. Like spot welding, rivets create a permanent connection.

Welding
The more frequently used MIG, TIG, and stick welding processes provide more flexibility. Unlike spot welding, these operations possess the ability to join plates in an end to end and tilted configuration. Most welders have retrofitting capabilities, but sometimes operators find it easier to employ a filler metal in the weld.
Conventional Threaded Fasteners
Fasteners offer the most common alternative to spot welding. Fasteners normally require a secondary operation as reaming a hole must occur prior to insertion. Also, most bolts have a protruding head which may not be desirable. The addition of an bolt and fastener also comes at an additional cost.



