Etukudo
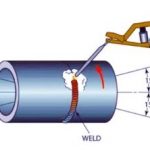
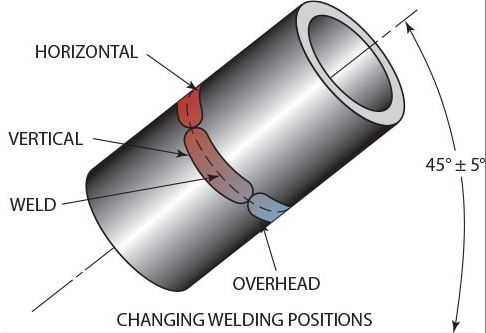
6G is a pipe welding position where the longitudinal axis of a pipe is fixed at about 45° to the horizontal axis, vertical axis, or relative to another pipe. As a result, when welding begins, it is not possible to adjust the orientation of the pipe. Rather, the welder takes up different positions to perform the weld. In this article, you will learn more about the 6G welding position, the 6G welding test, and the 6G welding certification.
The 6G Welding Position
The main use of 6G welding position is for the fabrication and installation of pipelines mainly in industrial plants. When welding in this position, there are three welds which are horizontal, vertical, and overhead, each listed in order of increasing difficulty. Vertical welds are difficult because of the downward flow of filler metal under gravity, and this is worse when overhead. Coupled with the slant angle, this makes the 6G welding position the most demanding in the industry, even more than the 5G position.
An important technique for welders to use when joining pipes in this position is open root welding. Generally, a CJP welding where access to one side is limited deploys either a backing strip or open root welding. Because the use of backing strips is rare in pipe welding, it is necessary for welders to master the open root technique.
Open Root Pipe Welding in the 6G Position
Performing an open root weld without the use of back gouging is quite difficult. However, there are useful tips that can help even the certified deliver good quality welds in the 6G position.
- Make tack welds at 3, 6, 9, and 12 o’clock positions on the pipe. This is the advisable way to begin, although some prefer just two tacks at 6 and 12 o’clock.
- Begin welding from the most difficult position, which is 6 o’clock. Note that right-handed people may find this tricky as the electrode will likely block their view. So, the welder should adjust into a suitable position before commencing.
- Allow the electrode warm up on the 6 o’clock tack a bit, then whip it slowly until arrival at the tack’s feathered edge. On arrival, pause as the electrode burns into this edge.
- Next, edge the electrode into the bevel in a manner that produces the right amount of filler metal.
- Now, use a whipping motion to weld until reaching the feathered edge of the 9 o’clock tack. Then grind the tack and clean it.
- Recommence welding with the same whipping motion from 9 to 12 o’clock. Remember to pause at the 9 o’clock feathered edge, but this does not have to be long like that at the 6 o’clock position.
- Return to the 6 o’clock tack to grind and clean it. Then repeat the same welding procedure from 6 to 3, and then 12 o’clock.
Resolving Challenges with Open Root Welds
Because of the difficulty in executing this technique in the 6G position, there are likely to be problems when welding. The following section highlights these problems and how to resolve them.
Concave Root During 6G Welding
To prevent the formation of concave roots when welding an open root in the 6G position, some useful tips are:
- Welding motion should be slow to enable sufficient deposition of filler metal.
- The whipping motion should be tight to give the electrode sufficient time to get down into the root.
- Try to make a small keyhole. Also, reduce the amperage on the welding machine.
- Finally, ensure that the sound of the electrode is coming from inside the pipe, not outside.
Keyhole Sizing

To limit the size of keyholes formed during welding:
- Use longer whipping movements.
- Also, make the drag angle larger.
- Then, turn down the amperage.
- Stop welding and allow the pipe cool if overheating.
Restarting Weld after Tack
The following tips help to avoid difficulty in restarting welds after tacks:
- Make sure that all restarts penetrate underneath the tack.
- Pause on arrival at the feathered edges of a tack, so that they properly burn into the new weld.
- Finally, grind stopping points down before attempting to piggyback onto them.
6G Welding Certification
6G welding certification is necessary for welders before admittance in most industrial projects. As it is the most difficult type of pipe welding, being certified shows that a welder can deliver quality in the most onerous scenario. The various industry standards such as AWS and ISO/EN have different procedure for carrying out certification. However, they entail the welder performing a weld that meets the criteria for both essential and non-essential variables. Essential variables include details such as the thickness, filler metal, and base metal. While non-essential variables pertain to cleaning technique and weld current. Despite the standard, there are general steps a welder should follow when undergoing the qualification test in a 6G welding position.
Surface Preparation
Beveling and grinding the faying surfaces of the pipe are essential to delivering good quality weld. Generally, the bevel angle should be around 35° with the surface properly cleaned.
Tacking and Filler Verification
It is important to use the right size of filler metal that is identical to the gap between the pipe sections. This should be confirmed by placing the electrode in the gap after setting up the pipes for welding. After this, perform tack welds at the 6, 9, 12, and 3 o’clock positions of the pipe. Because these are the recommended tack weld positions on a pipe that produce best results for open root welding.
Weld
6G welding entails taking up different positions to perform the weld. So, having a test weld run in these positions before commencing actual welding is helpful. Moreover, using side-to-side movements in welding seems to be the easiest for most welders, but the welder should use whatever is preferable.

Although 6G welding certification is a prerequisite in most industrial facilities, a certified welder rarely performs it while working. So, it is advisable to practice a lot before performing the actual weld even if certified.
6G Welding Test
After performing the weld in the 6G position, the workpiece undergoes either destructive and non-destructive weld tests. The evaluator uses these tests to ascertain if the weld meets the qualification criteria according to the standard in use.
Non-destructive Tests
Usually, non-destructive tests (NDTs) are preferable when doing qualification tests on the field. There are different NDTs available but the most common in this application are ultrasonic and magnetic particle tests.
- Magnetic Particle Test: This is a very effective method that indicates the presence of surface and near-surface flaws. Therefore, the inspector uses it to identify cracks, pores, cold lap, and faulty seam fusion.
- Ultrasonic Testing: Ultrasonic testing entails passing high-frequency sound waves through the workpiece to check the internal structure for faults. Moreover, it is used to examine the entire pipeline or just the weld.
Destructive Tests
Inspecting using destructive tests is typical when assessing welds at a test center. Generally, a coupon of the workpiece is cut out and undergoes testing. Some of the tests include:
- Creep Test: This test assesses the long-term effect on the weld at a certain temperature. Likely, this will be done at the operating temperature of the pipe or higher.
- Guided Bend Test: Serves to check the integrity of the weld and involves bending until failure.
- Tensile Testing: Examines the yield and final tensile strength of the pipe.
- Impact Test: This test examines if the pipe can withstand extreme temperature and pressure.