Etukudo
A backgouge removes weld metal and base metal from the weld root side of a welded joint to facilitate complete fusion. A welder performs this technique to guarantee the consistency of a weld root before the actual welding. Backgouge is not a type of weld, yet the process is critical for some types of welding.
In this article, you will learn the definition and need of backgouge, the procedure, and backgouge vs a back weld as well as a backing weld.
Backgouge Definition
Backgouging refers to the process of removing weld and base metal from the backside of a weld. Moreover, this allows for the complete penetration and complete fusion of the welds from both sides. So, backgouging refers to the process, while a backgouge is the resultant pit in the base metal from the process.
Why is Backgouging Needed?
In some applications, it is not possible to guarantee the consistency of a weld root. There could be several reasons for this, but it is basically when accurate weld preparation is not practical or economically feasible. For example, when a welder uses a square butt joint on thick metal, the size of the molten weld pool may be too large and presents a risk of burn through. Thus, to overcome this technical difficulty, the welder will do a partial penetration weld on one side and use a gouge on the other side to ensure full penetration of the weld.
Without following the backgouge procedure in such applications, lack of fusion (LOF) and lack of penetration (LOP) may occur. Moreover, these structural defects result in subpar performance of the weld and makes it act as a brazen joint. Another downside of not using backgouging is that routine testing may not detect the resultant defects, especially LOF. For instance, to detect an inter-run LOF, there is need for a 50-times magnification of an accurate microscopic inspection. Therefore, the use of a variety of non-destructive testing to ascertain the quality of a weld is another consequence of not backgouging.
Procedure
The process of making a backgouge is quite straightforward. Nevertheless, its difficulty require a trained professional to carry it out due to its importance. The following steps highlight the execution of backgouging:
- Before initiating the backgouge, select the appropriate method of cutting. To determine this, the professional should consider the type of base metal in use. Moreover, the common methods include air-arc, oxyfuel, and grinding.
- Next, prepare the surface for cutting by removing dirt, oil, and moisture. Also, remove paint and combustible material from 4 in (100 mm) on each side of the line of gouging. Use a wire brush to clean the seams.
- Then, isolate the adjacent parts to the area of gouging by covering them with an insulative material such as an asbestos cloth.
- While cutting, maintain the interpass temperature below the maximum that standards such as those recomended by the American Welding Society. It is also important to follow other industry practices depending on the method of gouging.
- By convention, the cutting of vertical sections goes from top to bottom, while horizontal sections go from light to left.
- After the process, grind the gouged surfaces to 1/16-inch (2 mm) extent.
- Subsequently, inspect the surface and adjacent base metal for cracks, pores, etc using a 5X magnifying glass.
- Finally, remove slag and metal splashes from the backgouge and surrounding areas.
Backgouge vs Back Weld
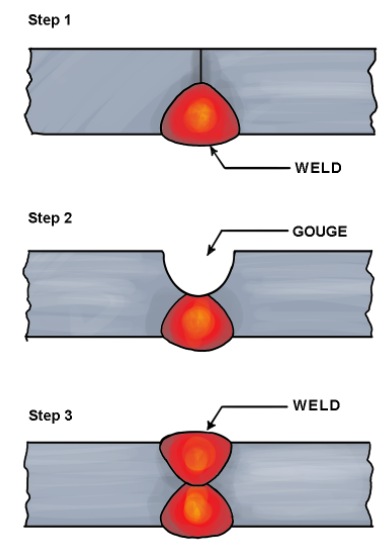
Backgouge and back weld are critical steps in performing a complete joint penetration (CJP) weld. While sometimes confused, a backgouge is a surface preparation process that precedes a back weld. So, it is not an actual type of welding. The following steps of a CJP weld highlights a clear relationship between a backgouge and a back weld:
- Weld one side, after making grooves on the edges of the base materials.
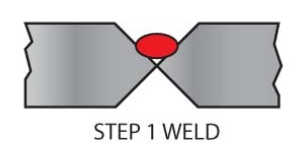
- Then, make a backgouge on the other end to ensure full penetration of welding.
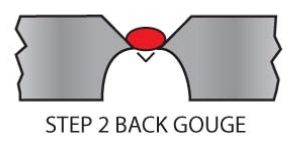
- Subsequently, a back weld at the back end ensures continuity of the weld across the full span of the base material thickness.
- Finally, complete welding on both sides.

Backgouge vs Backing Weld
A backgouge is also sometimes confused with a backing weld. Further confusing the issue is that a backing weld differs from a back weld.
Although the back weld and a backing weld use the same welding symbol, a backing weld goes on BEFORE the main groove weld. Its end function is similar to the back weld, but varies in the order of operations.
The backgouge functionality is different from both the back weld and backing weld. The table below provides detailed differences between the backgouge vs. the backing weld.
| Backgouge | Backing Weld |
| Suitable for heavy plate or thick pipe welding. | Suitable for thin plate or pipe welding. |
| Using this is necessary when complete joint penetration (CJP) of the welds is a must. | Used when CJP is not necessary. |
| In backgouging, the weld in front precedes the gouge preparation at the back. | While in backing weld a temporary strip or weld is done at the back before carrying out the main weld in front. |
| Backgouge is necessary in high-strength applications. The weld maximizes the strength capacity of the full width of the base metal. | The backing weld is ideal for low-strength applications. This is due to limited penetration and potential weld root inconsistency. |



