Etukudo
A butt weld joins two pieces that are on the same plane vs a fillet weld that joins workpieces that are perpendicular or at an angle. To a layperson, they look similar but possess fundamentally different methods of construction. In this article, you will learn about butt weld construction, fillet weld construction, and compare the differences between the two.
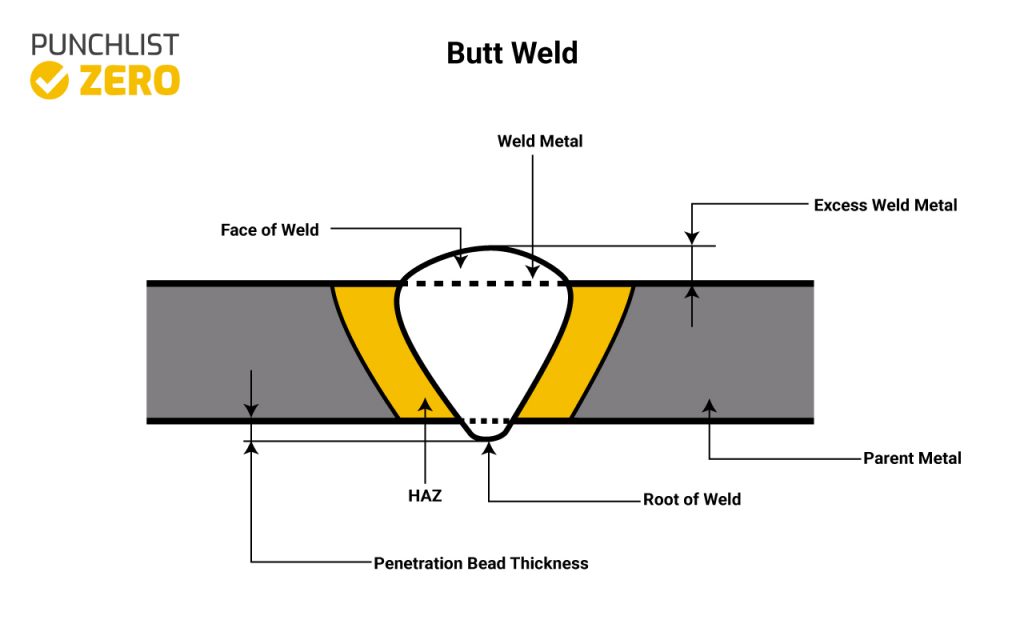
Butt Weld Construction
Constructing a butt weld involves placing two metal workpieces end-to-end and welding along the joint. When carrying out this process, it is important for the workpieces to be on the same plane, making them parallel. Also, the weld metal should remain within the planes of the surfaces.
To achieve this joint, tack welding ensures proper alignment. Subsequent weld passes strengthen the joint. Also, preheating at the butt joint area may be a requirement for joining the parts as this minimizes any distortions that may arise after the welding process.
If the two parts coming together are thin plates, then there is no requirement for surface preparation. However, as the adjoining parts get thicker, there is a need to make bevels on the faying surface. As a result, this provides partial or full penetration of the weld into the joint, thereby increasing its strength.
When using full penetration welds, welds from both sides and back-gouging help avoid distortion effects and ensure weld root integrity respectively. In situations when welding both sides is not possible, using a backing strip and thicker weld throat is often sufficient.
Design Strength
In accordance with ISO 800:2007 the stresses in the butt weld should not exceed what is permissible in the parent material. So, the design strength of a butt weld (Pw) is a function of the material yield strength (fy), the thickness of the weld (tw), length of the weld (lw), and safety factor (γ).
![\[ P_{w}=l_{w}\times t_{w}\left ( \frac{f_{y}}{\gamma } \right ) \]](https://punchlistzero.com/wp-content/ql-cache/quicklatex.com-52cd72ae412e24df99c732bb4783fdc1_l3.png "Rendered by QuickLaTeX.com")
Disadvantages
Generally, avoiding butt welds when possible is preferable in industry. This is due to the high costs of surface preparation, higher welding skills requirement, and the overall time to accomplish the process with testing. In addition, as butt welds consume large amounts of weld metal, weld shrinkage effects increase, resulting in more residual stresses in the joint.
Advantages of Butt Welds
Although the use of butt welds can prove expensive and tasking, there are some applications where their deployment is necessary. Due to the penetration of butt welds, they deliver higher strength joint strength in comparison to other weld types such as fillet welds. When full penetration butt welds are used, they transmit the full strength of the cross-section, thereby offering robust designs for components that experience significant loading.
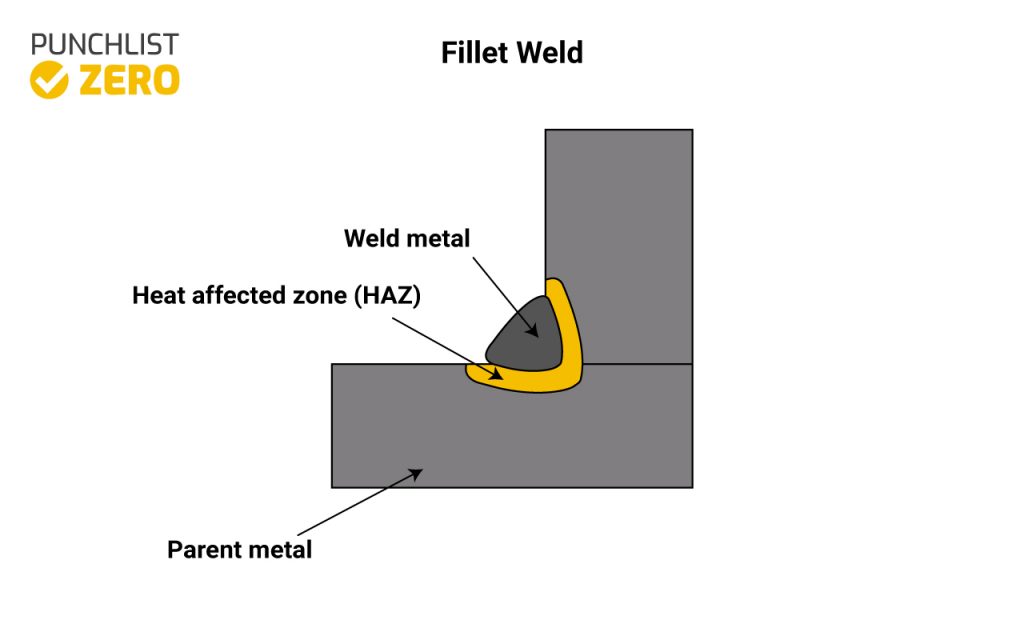
Fillet Weld Construction
Unlike butt welds, fillet welds involve joining two metal pieces at an angle, mostly perpendicular. This is ideal for tee joints, as well as lap joints where the two pieces are parallel but not in the same plane. Fillet weld enjoys widespread application in the construction industry because of its many advantages. First, it requires minimal or no surface preparation, so it is cost-effective and quick to carry out.
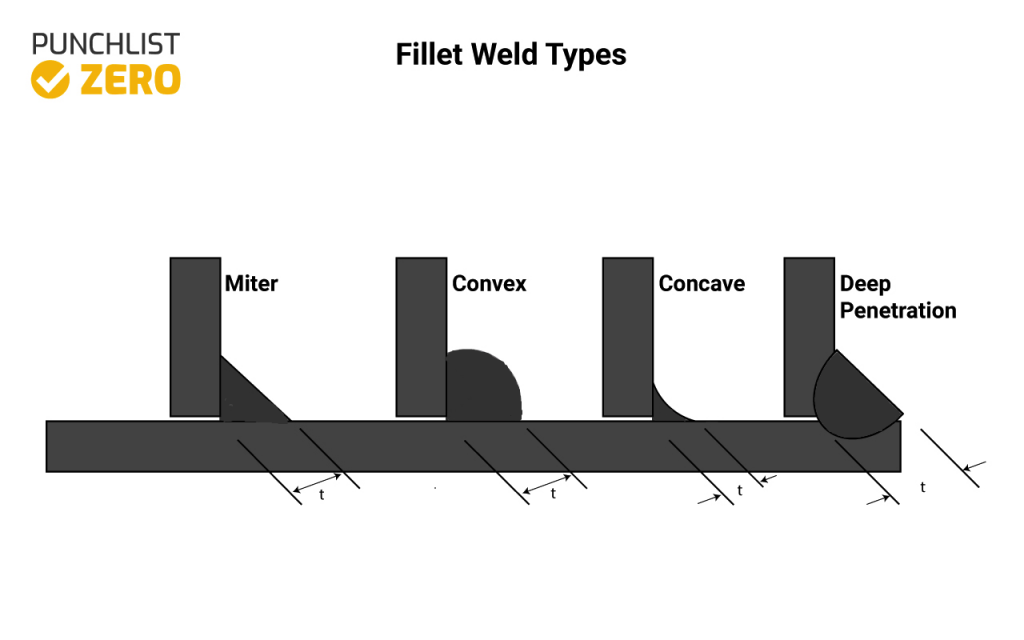
The time savings may prove significant in large projects where there are numerous welds to perform. Another merit of a fillet weld is that the qualification level of the welder does not need to be as high as that for a butt weld. By convention, there are three face profiles of fillet welds, which are miter, convex, and concave faces. However, to achieve higher strength levels, there is a need for a deep penetration throat as the figure below shows.
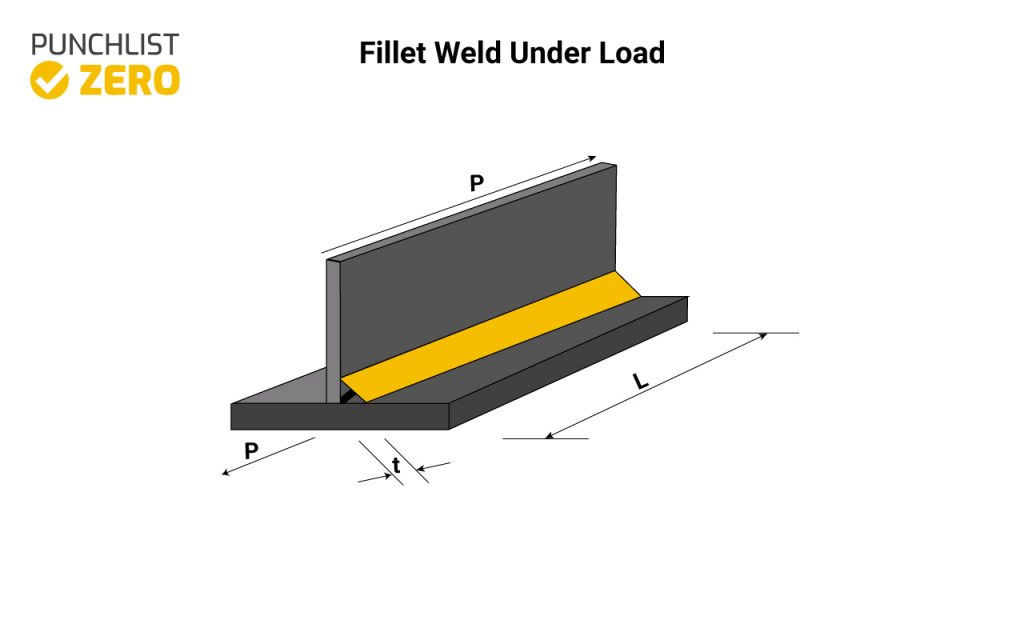
The key design dimensions of a fillet weld are its throat and length because they serve in providing resistance against loads. For example, if a shear load (P) acts parallel to the weld, the shear stress on the joint (τ) is a function of the throat thickness (t) and weld length (L).
![\[ \tau =\frac{P}{Lt} \]](https://punchlistzero.com/wp-content/ql-cache/quicklatex.com-662e0a59ea3d1b37995c00cfc14e3b7f_l3.png "Rendered by QuickLaTeX.com")
In addition, the design strength of the fillet weld (Pw) is similar to the butt weld, as it is a function of the weld thickness (tw), the effective length of the weld (leff), and the maximum permissible shear strength on the weld (fw).
![\[ P_{w}=t_{w}\times l_{eff}\times f_{w} \]](https://punchlistzero.com/wp-content/ql-cache/quicklatex.com-88d5087f963bc028c8ce73ebbaf0abab_l3.png "Rendered by QuickLaTeX.com")
Differences between Butt Weld vs Fillet Weld
Butt welds and fillet welds are among the most common welding methods in the industry. There are features of each method, which make one preferable over the other, and the table below outlines a few.
| Butt Weld | Fillet Weld |
| The surfaces or workpieces are joined are on the same plane. | While the workpieces that are joined with fillet welds are perpendicular or at an angle. |
| This is a slower technique to perform because of the edge preparation and the amount of weld metal used to achieve penetration. | Fillet welding requires no edge preparation, and less weld metal so is the ideal option to make quicker welds. |
| In addition to taking more time, butt welds are more expensive as they require more material and preparation. Also, they require welders of higher skill level. | Because of the requirements of less weld material, no edge preparation, and less skilled welders, fillet welds are cheaper. The gap in cost is more significant in larger projects where there are several welds. |
| Butt welds can attain full penetration, thereby offering welds of higher strength. | There are limitations to the depth of fillet welds, thus, its strength cannot be as high as in butt welds. |



