Pressure vessels are containers designed to hold liquids, vapors, or gases at high pressures. A vessel is considered a pressure vessel when internal pressure surpasses 15 psig. Examples of common pressure vessels in the process industry include, but not limited to: storage tanks, boilers, knock-out drums, filtration vessels, and heat exchangers. In this article, you will learn about the classification, engineering and design process, construction, applications, and repair and maintenance considerations of pressure vessels.
Classification of Pressure Vessels
In the United States, vessels are built to the ASME Boiler and Pressure Vessel Code (BPVC). In Europe the code is the Pressure Equipment Directive. Installation in other parts of the world follows regional conventions. Fabrication considerations between ASME and PED are similar.
The most commonly referenced section of the ASME Boiler and Pressure Code is Section VIII, Division I. Section VIII, Division I covers the mandatory requirements, specific prohibitions and nonmandatory guidance for materials, design, fabrication, inspection and testing, markings and reports, overpressure protection and certification of pressure vessels.
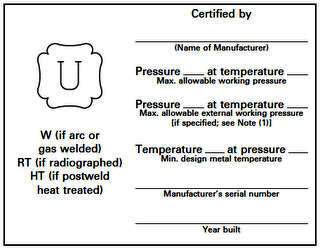
Facilities that conform to this code can become National Board Certified and be granted various “stamps”. The most common is referred to as a “U stamp”, which is the right to build pressure vessels. “R stamps” are the ability to repair pressure vessels. The national board also provides other, less common stamps of VR, NR, and T/O. To qualify for and hold stamping credentials requires a facility audit, review of fabrication and testing methods, and the establishment of a quality control manual.
CSA Certification is another common rating for vessels. The CSA Certification, formulated by the Canadian standards organization, certifies that a vessel is built according to CSA standards. The CSA is not a substitution for ASME code vessel construction, but rather is an additional requirement when projects or region dictates its use. Another certification that has risen in prominent recently is the China Stamp, sometimes referred to as SELO. This regulation requires domestic and foreign manufacturers of pressure vessels to hold a SELO license to sell their products in China.
Engineering & Design
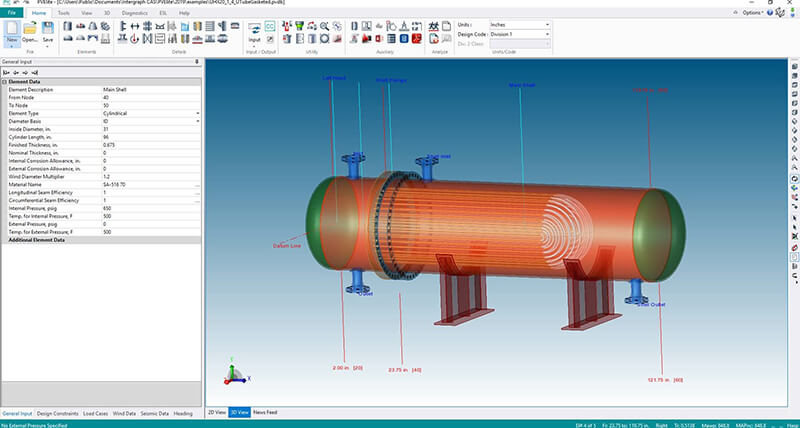
Determination of a pressure vessel’s physical dimensions depends on available space, desired flow rates, resonance time in the vessel, and any internal filtration measures. Generally, the overall volume, and perhaps size, is specified during the heat and material balance evaluation. Once the physical design is complete, the vessel is usually modeled in 3 dimensions using a CAD program.
After modeling, the vessel is subjected to a design analysis via a vessel calculation program. The program applies ASME vessel code parameters and operating conditions and provides a wall thickness and construction details. Vessel wall thickness is a direct function of temperature, corrosion allowance, and pressure. Corrosion allowance is generally 1/16″ for carbon steel and 0 for stainless steel.
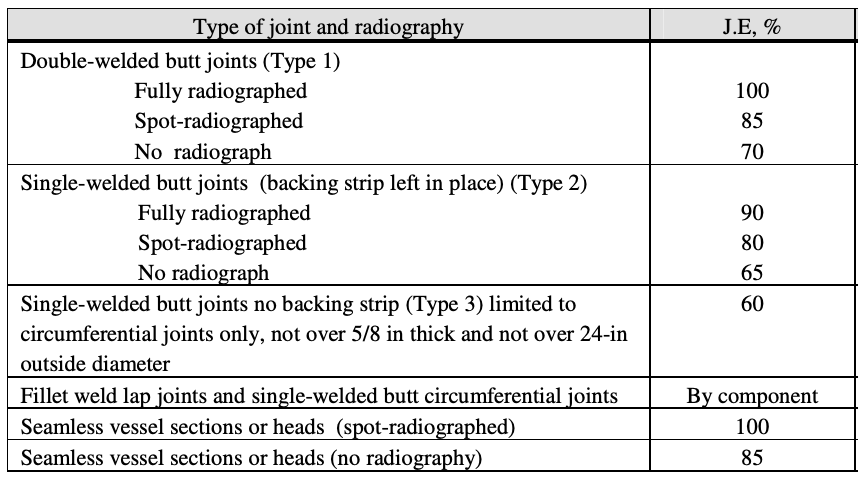
A key concern when determining vessel strength is joint efficiency. Joint efficiency is a numerical value that represents a percentage. This number expresses the ratio of the strength of a riveted, welded, or brazed joint to the strength of the base material. Joint efficiency depends on the type of weld and the inspection that is performed. The chart below details the most common joint efficiencies for pressure vessels.
The engineering and design process eventually produces a datasheet, pressure vessel calculations, and a drawing from which the shop is able to produce the subject vessel.
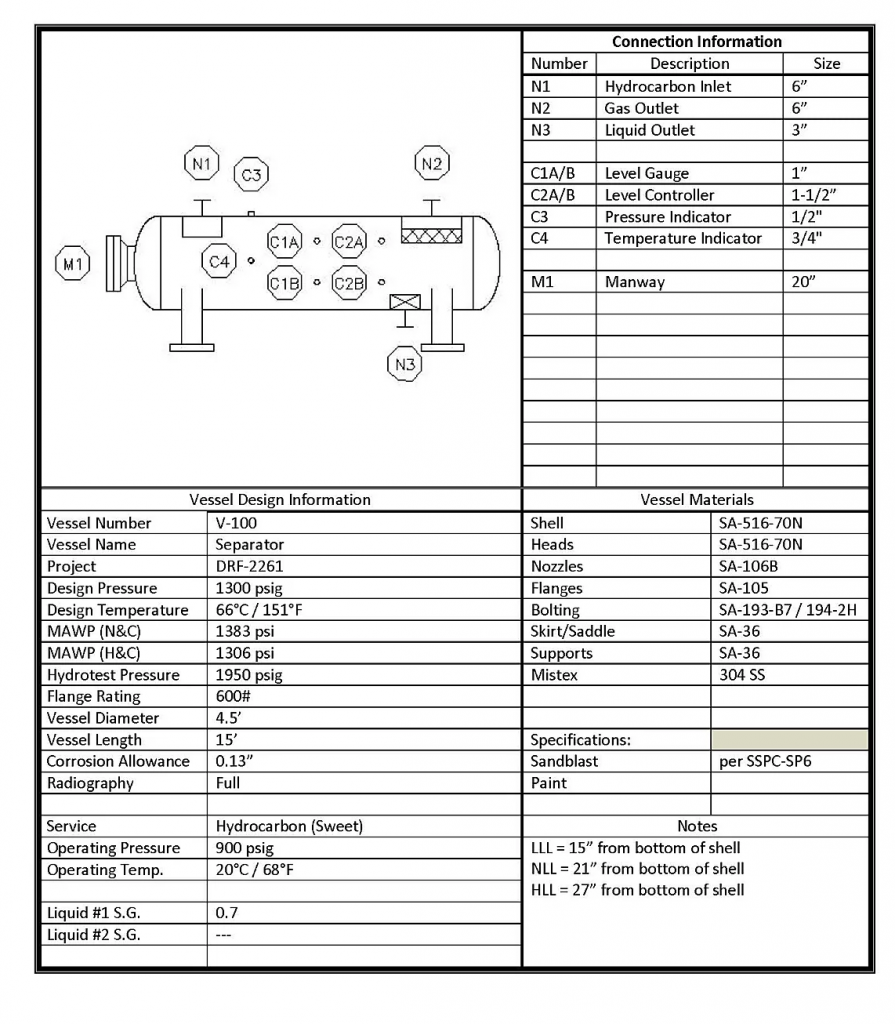
Courtesy Jessica Thompson
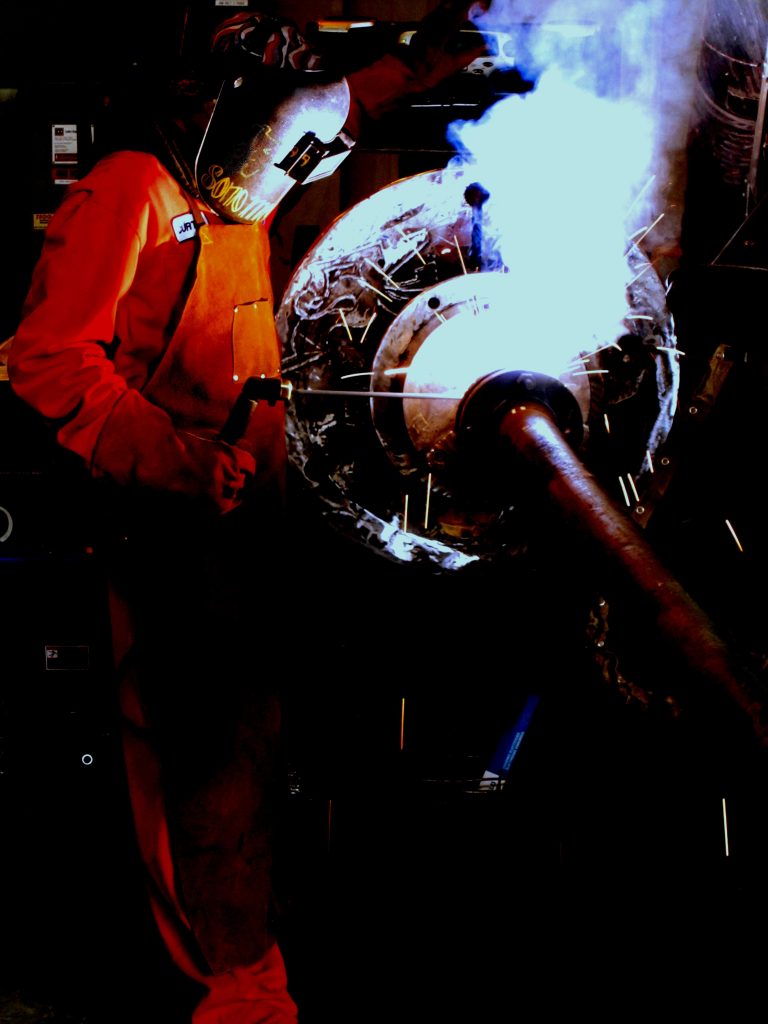
Construction
Aside from being code compliant, shops that build pressure vessels must have access to welding gas, pneumatic air, and in most instances, overhead crane capacity. Stainless vessels require segregation from carbon material to avoid cross-contamination. Construction of a vessel starts with the shell, then internals, heads, and nozzles. All construction occurs from a document controlled engineering release with any redlines applied according to the shop’s defined protocol. To ensure compliance with ASME pressure vessel code, any errors during the fabrication process are documented via the non-conformance process established in the quality manual.
Shells
Shells are typically rolled from a flat piece of steel and then the long seam is welded shut to create a cylinder. In smaller vessels, the vessel may be seamless as seen in pipe construction. Vessel shops typically outsource the rolling of the plate, but some perform an all-inclusive rolling and welding process. Holes for nozzle provisions may be made prior to rolling or cut after rolling.
Heads
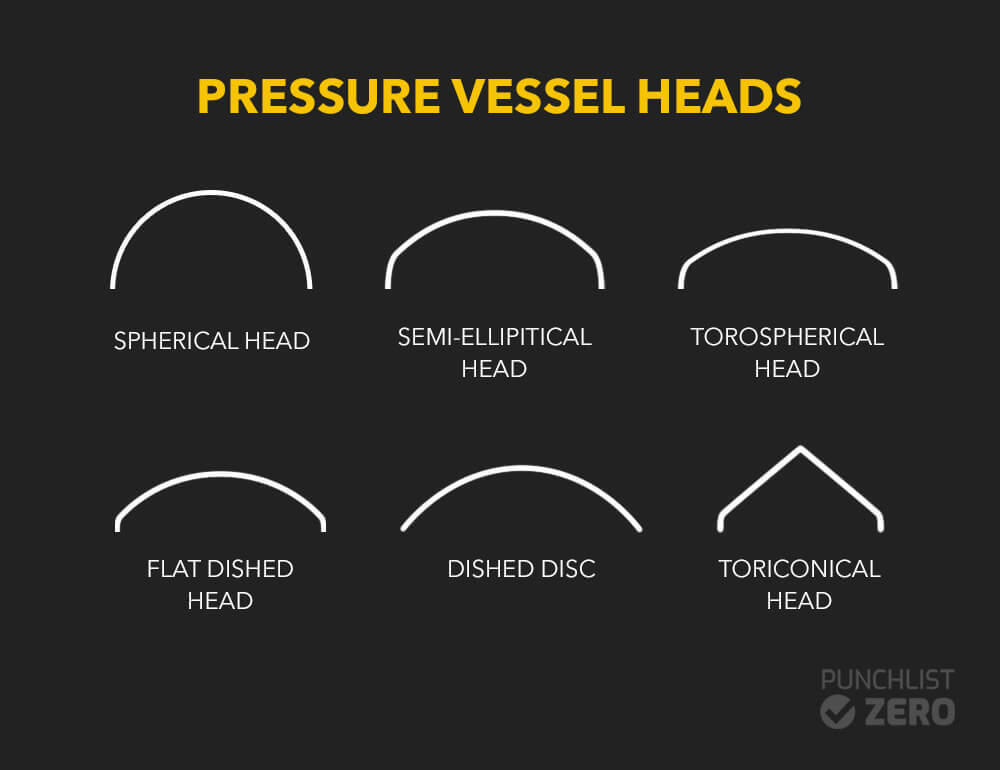
Any of the above listed heads shapes conform to ASME code. Semi-elliptical heads are dominant in the pressure vessel industry. This head shape is economical and great for high pressures due to its good height to weight ratio. The lower profile of the flat dished head and dished disc fits moderate pressure vessels that are subject to height restrictions. Spherical, torospherical, and toriconical heads see infrequently use.
Nozzles
Nozzles are connections that supply process media, coolant, or provide a level, pressure, or temperature measurement. Per the ASME Code, nozzles create a zone of weakness around the nozzle. As such, nozzles must be spaced appropriately. Nozzles require the insertion of a hole into the pressure vessel and as such, must be reinforced.
Pressure Testing
The ASME code calls for all pressure vessels to be pressure tested with water to at least 1.3 times the maximum allowable working pressure (MAWP) multiplied by the stress at the test temperature divided by the stress at the design temperature. As the stress at the design temperature is typically larger than the test at the test temperature, this equation is typically simplified to a more conservative formula:
Hydro test pressure = 1.3 * MAWP
In some situations, a hydro test process may not be achievable as the vessel cannot safely be filled with water. In these cases, a pneumatic test equal to 1.1 times the MAWP multiplied by the stress at the test temperature divided by the stress at the design temperature can be substituted.
Coating
Painters apply a two or three coat epoxy paint to the exterior of a carbon steel vessel. Surface preparation for paint typically involves a sand or sugar blast that prepares the vessel for coating. Stainless steel pressure vessels typically see only an exterior blast with no expy coating. For extremely high-temperature applications, a pressure vessel’s interior sees a thermal barrier coating.
Types and Functions
Pressure vessels generally deployed to either condition or store process media. Depending on their specific function, pressure vessels can be characterized as knock-out drums, filter vessels, or process vessels.
Knock out Drums

Knockout drums have no internal components. Frequently referred to as scrubbers, these vessels are for coarse removal of large particulate matter and in particular for entrained liquids removal from gases.
Filter Vessels

Filter vessels contain internals that remove smaller sized particulates than knockout drums. They may do this via a vane pack, demisting pad, coalescing filter, or any type of impediment designed to remove entrained water in an application. Often times, they pair with a heating system or knockout drum just upstream of the process.
Processing Vessels
Processing vessels include distillation towers, desalters, heat exchangers, and chemical reactors. Each type conditions the process stream by introducing heat, chemicals, or a mechanical separation process. Processing vessels may have complex internals or accessories that require a careful engineering process.

Repair and Maintenance
Pressure vessel damage can occur during transport or operation. In such a case, the vessel must return to a shop that holds an R stamp for repair. Pressure vessel damage infrequently occurs during normal service conditions.
Internals are subject to inspection and replacement. Exterior-mounted manways allow for cleaning or replacement of internal elements without complete disassembly of the vessel. To ensure a properly functioning vessel, preventative maintenance and inspection must be done in accordance with the manufacturer’s pre-prescribed standards.



