DeGuzman
Hydro testing validates a vessel or equipment’s integrity through pressurized water. The article reviews the hydro testing process, a typical hydro-testing procedure, a hydro test chart, and applicable ASME and ASTM codes.
Hydro Testing Process

Hydro testing checks for leaks in pressure vessels or piping prior to being placed into service. It simulates what the pressure vessel experiences during its service life.
The hydro test process verifies the soundness of a pressure vessel’s mechanical qualities. When water or another liquid pressurizes the inside of the pressure vessel during a hydro test, the pressure vessel might expand or leak. Technicians note any leaks. Upon depressurization, technicians measure and note any permanent deformation. The pressure vessel is not fit for service if leaks are noted or permanent deformation exceeds the specification.
Most pressurized containers, such as fire extinguishers, gas cylinders, and oil and gas pipelines, are subject to hydro testing.
Hydro Testing Procedure
Pre-Test Activities and Site Setup
Any item/part/component whose maximum permissible hydrostatic test pressure is less than the piping system is removed or isolated from pressure. Technicians install blind flanges, spade blinds, or closed position spectacle blinds to seal the system. The perimeter of the hydrostatic testing is quarantined, with posted signs to alert personnel of a test. Technicians set in-line valves to the open position and drain valves and sampling ports to the closed position.
Test Medium and Temperature

Test water is usually neutral pH water, non-toxic, portable, or demineralized water. The temperature of the construction material and the testing mediums are kept the same as far as is practical. The temperature for the test usually matches the shop or outside environment. In most scenarios, this means water temperature ranges from 40°F to 100°F.
Test Pressure Calculations
Technicians pressurize process pipework to 1.5 times the design pressure via ASME B31.1 and ASME B31.3. Per ASME Section VIII, Division 1, pressure vessels require pressurization of 1.3 times the maximum allowable working pressure.
Before beginning any hydro test, test calculations must be derived, either manually or via software. The minimum test pressure for a design temperature more significant than the test temperature is derived using the following equation, except that the ST/S ratio should not exceed 6.5.
PT = M*P*ST/S
Where:
M = multiplier (1.5 for B31.1 and B31.3, 1.5 for Section VIII, Division 1)
PT = Minimum Hydrostatic Gauge Pressure
P = Internal Design Gauge Pressure
ST = Allowable Stress at Test Temperature
S = Allowable Stress at Design Temperature
Test Arrangement

Facilities that require frequent hydro-testing typically employ a designated hydro area. This area includes access to plenty of water, manifolds, gauges, vent valves, and blind flanges. The hydro test requires proper water handling and pressurization to ensure personnel safety.
Filling and Venting
Hydrostatically test systems gradually fill from a water source or tanker, verifying that the fill rate follows the test process. The system vents during filling to ensure the elimination of air pockets. Before applying hydrostatic test pressure, the temperatures of the test fluid and the piping material are allowed to equalize to within +/- 5°C.
Pressurization
Pressurization begins when the entire system has been filled and isolated. The pressure gradually increases to 50% of the test pressure, and the system stabilizes. Technicians visually inspect the system for leaks. When no leaks are visible, the pressure increases until the test pressure reaches 100%. Some tests enable make-up water to maintain pressure during the trial. Any leaks, deformations/distortions, force drops, or other faults are repaired and retested per the approved design standards and regulating code.
Post Test
After testing, the equipment and piping system is safely and gradually depressurized, completely drained, flushed, and dried to prevent corrosion. Vent valves are usually kept open during draining at the system’s highest point to avoid a vacuum. If technicians dry a piping system by blowing, they open drains or vents to avoid pressuring the system. Hydrostatically tested piping dries via hot air blowing or with nitrogen.
Unless the design/operation requires otherwise, piping systems are dried to the point where air exiting the system records a maximum dew point of 0°C. Hydro test records and test reports are generated and signed, signaling the successful conclusion of the test.
Hydro Test Chart
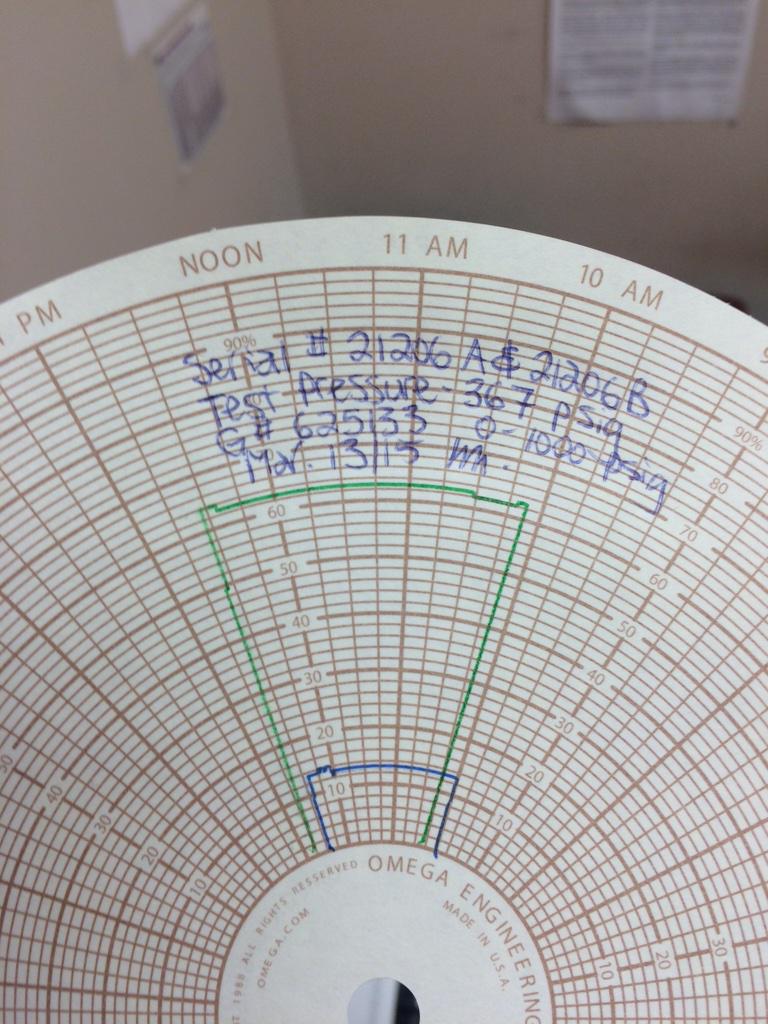
The hydrotest chart records the pressure and temperature, two pressures, or two temperatures of the hydro test over a certain period of time. The chart is driven mechanically and a pen marks the hydro test chart via a pointer arm. Technicians also write identifying information such as the serial number or job number.
Applicable ASME and ASTM Hydro Test Codes
Depending on the application, several piping and vessel codes may be followed during the hydro test pressure. These include ASME B31.1, B31.3, B31.5, ASTM E1003, and ASME Section VIII, Division 1.
ASME B31.1 Test Power Piping
The pneumatic test pressure must be no less than 1.2 and no more than 1.5 times the pipe system’s design pressure. It must not exceed any non-isolated component’s maximum permitted test pressure. The pressure in the system should be gradually increased to no more than 1/2 of the test pressure, and then increase in stages by about 1/10 of the test pressure until reaching the appropriate test pressure. The test pressure shall be maintained for 10 minutes. It subsequently shall be decreased to the lower design pressure or 100 psig [700 kPa (gage)] and held for as long as required to conduct the leakage examination.
ASME B31.3 Test Process Piping
The test pressure must not be less than 1.1 times the design pressure and must not be greater than 1.33 times the design pressure or the pressure that produces nominal pressure stress or longitudinal stress greater than 90% of the yield stress of any component at the test temperature. The pressure shall increase until it reaches a gauge pressure of 170 kPa (25 psi) or 0.5 times the test pressure, at which point technicians shall perform a preliminary check. The pressure will then be steadily increased in steps until the desired pressure, with each step being held until the piping strains equalize. After that, the pressure shall decrease to the design pressure before looking for leaks.
ASME B31.5 Test Refrigeration Piping
The test pressure must be at least 1.1 and no more than 1.3 times the design pressure of any system component. The pressure in the system should be gradually increased to 0.5 times the test pressure, then increase in 1/10th of the test pressure increments until obtaining the appropriate test pressure. For at least 10 minutes, technicians must maintain the test pressure. It can then decrease to the design pressure, allowing for a leakage test. During the test, a pressure relief device with a set pressure higher than the test pressure but lower than the test pressure must be used to prevent permanent deformation of any system components.
ASTM E1003 Standard Practice for Hydrostatic Leak Testing
This procedure entails pressing components inside with a liquid to check for leaks. This method can be used on welded or fitted pieces of piping, valves, and containers built to withstand internal pressure with sealed ends.
ASTM E1003 should only be used to discover leakage indicators of 4.5E-9 mol/s (1E-4 Std cm3/s)2 or higher. The use of ASTM E1003 in the industry is far more infrequent than the ASME piping codes.
ASME Section VIII Division I
This code provides requirements for testing and specifics for determining pressure vessel test requirements. All vessels under this code are subjected to pressure testing that is at least 1.3 times the MAWP multiplied by the lowest ratio of allowable stress at design temperature to allowable stress at test temperature.



