Etukudo
Bullheading a tee refers to designing a pipe fitting in a manner where the branch pipe connection is of a larger diameter than the run connections. In this article, you will learn the process of bullheading a tee, application codes that engineers should consider, and anticipating bullhead tee pressure loss.
Process of Bullheading a Tee
As the use of technology in fabricating fittings advances, so has the advent of more methods for bullheading a tee. However, there are three basic methods in the industry: hydraulic bulge, hot extrusion, and the seam method.
Hydraulic Bulge Method
The hydraulic bulge method is ideal for bullheading a tee, especially if the wall thickness is not significant. First, a steel pipe is cut to the appropriate size for the tee, and put in a hydraulic die, which has three openings coinciding with the branch and run diameters. Then, the pipe section is pressurized with liquid, mainly water, causing a bulge and the eventual formation of a branch through the opening on the die. Subsequently, the fitting undergoes other processes such as heat treatment, cleaning, beveling, and coating.
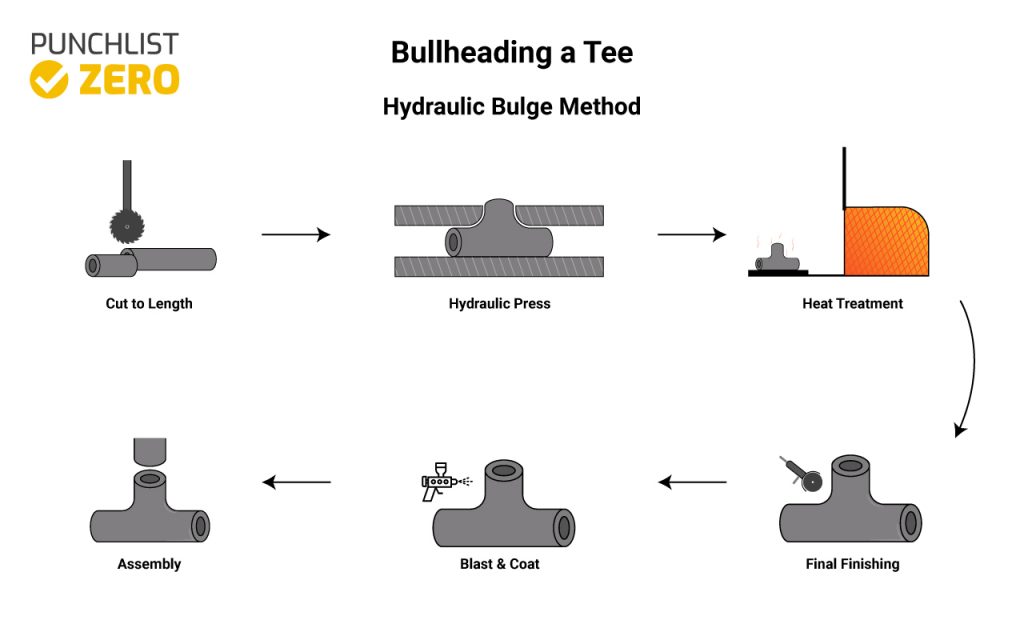
One of the advantages of this method is that it gives the tee a good surface finish. However, it is difficult to fabricate higher thicknesses tees via this approach.
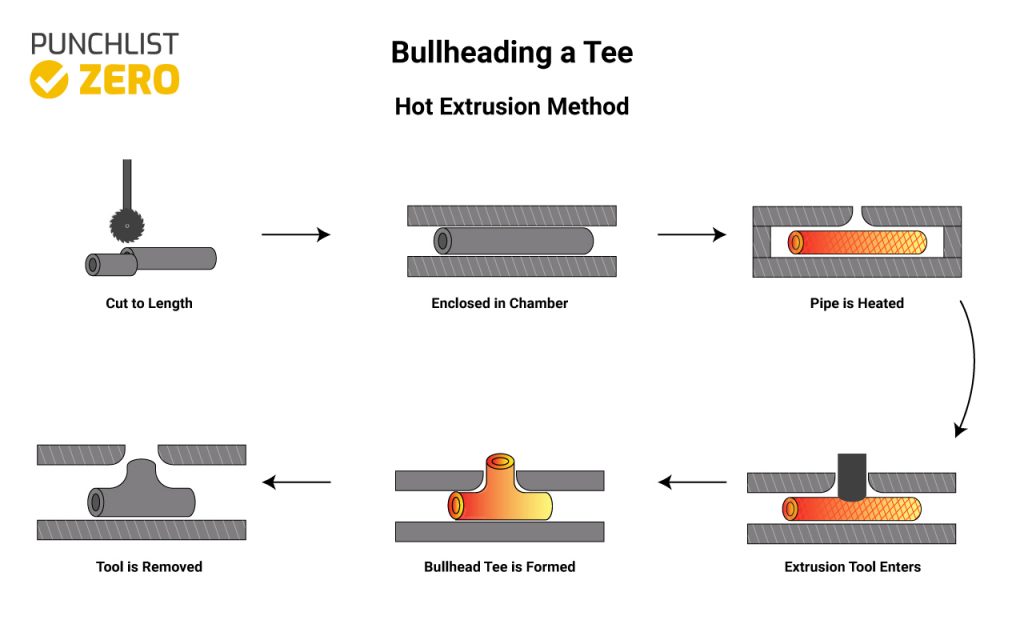
Hot Extrusion of a Bullhead Tee
As the thickness and diameter of the bull head tee gets larger, then, the hot extrusion method becomes the go-to approach. Also, this method is suitable for materials with challenging workability that makes manufacturing using hydraulic bulge difficult. This process involves enclosing a pipe section in a chamber and heating it to forging temperature. Then, at the appropriate temperature, an extrusion tool serves to form the branch outlet. Generally, the diameter of the product comes out smaller than the pipe section put into the chamber. And it is possible to adjust the diameter size of both the run and the branch sections using the die.
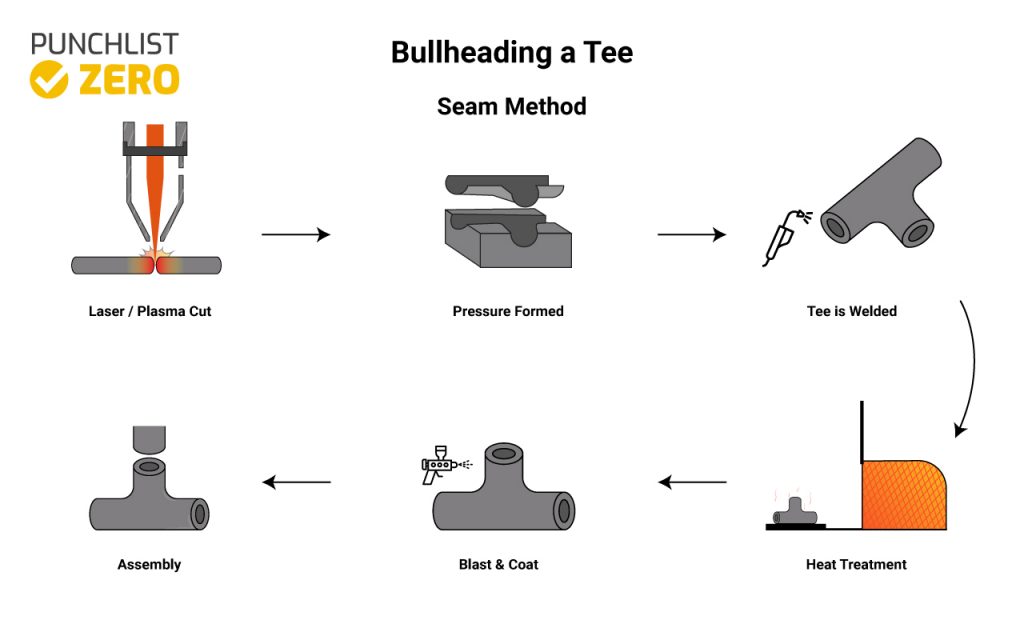
Seam Method
The seam method of fabrication can be single or double seam and is ideal for very large diameter bullhead tees. A single seam fabrication involves rolling a plate into a pipe section and welding it along a single seam. Before extrusion of the branch as in the hot extrusion method. While for double seam, the plate is cut into a special profile, then a forming die is used to make the two halves of the tee. Finally, the welding of the two halves concludes the bullheading process.
Application Codes
Application codes and standards provide the necessary guidance that covers all factors in bullheading a tee. Some of these factors include pressure-temperature ratings, end connections, dimensions and tolerances, materials, etc.
ASME B16
The ASME/ANSI B16 provides guidelines for different pipe fittings as follows:
- ASME/ANSI B16.1 and B16.5 cover pipe flanged fittings.
- ASME/ANSI B16.3, B16.4, and B16.15 cover malleable iron, cast iron, and cast bronze threaded fittings respectively.
- ASME/ANSI B16.11 includes guidelines for socket welding and threaded connections of forged steel fittings.
- ASME/ANSI B16.25 gives recommended practice on butt welding ends of fittings.
The fabrication of bullhead tees occurs either by forging or wrought. However, only seamless pipes serve as wrought fittings. ASME B16.9 provides guidelines for the dimensions of factory-made wrought butt-welding fittings of size NPS ½ inch to NPS 48 inches. ASME B16.11 is the standard for the dimensions of forged steel fittings with socket weld and thread fittings.
Pipe Threads
Due to the flexibility and ease of connection, many connections for bullhead tees use threads instead of welds. Thus, it is necessary to understand threading standards in the industry. The National Pipe Thread is a U.S. standard for straight thread (NPS) and tapered thread (NPT). Its contemporary is the British Standard Pipe (BSP), which has prominence in other regions outside North America.
Pressure Loss in a Bullhead Tee
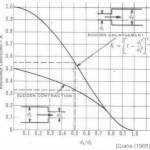
The presence of a bullhead tee, or any fitting in a piping system, is responsible for a significant amount of pressure loss. Another name for this type of pressure loss is minor head loss, and its value depends on the type of fitting. As a result, designers always make efforts to minimize the number of fittings within a system. Since it is not feasible in most cases to completely avoid the use of fittings within a system, it is necessary to adequately evaluate the losses from them. So, this minor head loss (hm) is a function of the minor loss coefficient (K), the flow velocity (u), and acceleration due to gravity (g).
![\[ h_{m}=\frac{K\left ( u^{2} \right )}{2g} \]](https://punchlistzero.com/wp-content/ql-cache/quicklatex.com-4f31b82a159edd095100193e6c44e866_l3.png "Rendered by QuickLaTeX.com")
The values of the minor loss coefficient for standard fittings in the industry have been determined experimentally and are well documented. For pressure losses in a bullhead tee, the value is 1.0. Thus, the minor loss in this fitting is a factor of only the flow velocity and gravity.