Samuel

Metal casting is a process in which metal is poured into a mold and allowed to cool and harden. It is a major part of the metalworking process and is useful for a variety of applications. The intent for the casting will determine the casting process needed, as well as the materials used in the process.
In this article, you will learn the types of metal casting, post-processing, applications, and alternatives.
Types of Metal Casting
The metal cast process is split into two major types: permanent casting and die casting. Unlike sand molding, investment casting, and lost foam casting, permanent and die casting molds are reusable. This makes permanent and dies casting molds a better fit for mass-produced products.
Permanent Casting
Permanent casting provides a process to cast a single metal part in a mold. Simple metal components, such as those found in machine parts employ this type of casting. Molds usually form from gray cast iron and are split into two halves. Gray cast iron provides strong fatigue resistance at an effective price point.
In addition to a reusable mold, permanent casting also offers a good surface finish, dimensional accuracy, and high yield rates. However, tooling costs tend to be high and mold life is short. Permanent casting can not accommodate metals with high melting points.
Die Casting
Die casting is the process in which a metal part is cast in a mold, removed, and then allowed to cool and harden. This process provides a high degree of precision in creating complex metal parts, such as those used in automotive and microelectronic applications. It is a more efficient process than permanent casting, as less material becomes waste in the process. Die casting may be further subdivided into four types of castings: gravity, slush, low-pressure, and vacuum.
Common Casting Issues
Unfortunately, casting metal is not a perfect process as there are some downsides. The most common problem is air bubbles and impurities in the cast metal. When a metal pours into the mold, elimination of all of the air and material impurities proves to be difficult. This can cause the finished casting to have flaws or weak spots.
Air bubbles and impurities can also cause a casting to warp or bend. This is especially a problem with large castings, as the weight of the metal can cause it to shift. To combat this problem, a metal skeleton or frame supports large casts. If a cast is warping or bending, it can be straight again by heating it with a torch until it is hot enough to return to its original shape. The caster will then bend the metal as needed to correct the problem.
Post Processing
Machining
Machining further shapes metal castings by the removal of material. The process involves drilling, milling, grinding, and even boring a metal specimen. It turns a blank or raw material object into a useful component or shapes through the process of material removal. The removal process allows for precise cuts and dimensions. Machining works well with casted parts to provide a finished product.
Vacuum Impregnation
One of the issues associated with metal casting is porosity. The vacuum impregnation process places a metal cast part inside a chamber. Air evacuates from porous areas via a deep vacuum. The evacuated leak path fills under pressure with a sealant. The final process removes excess sealant from internal passages voids.

Surface Treatment
Casted parts almost always have a finishing treatment. At a minimum, this includes coating as per specification and application. Prior to coating, deburring of sharp edges and sandblasting may occur. Whether that layer sees chemical alteration via oxidation or a simple physical deformation, pickling may alleviate some of those imperfections. Of use mostly for surface-level impurities, pickling may provide the “finishing” touch on a metal specimen.
Applications
The most common applications for metal casting occurs in many industrial processes. As an extremely common material of use in the creation of many different products, metal is in use extensively from a range of small to large products and applications.
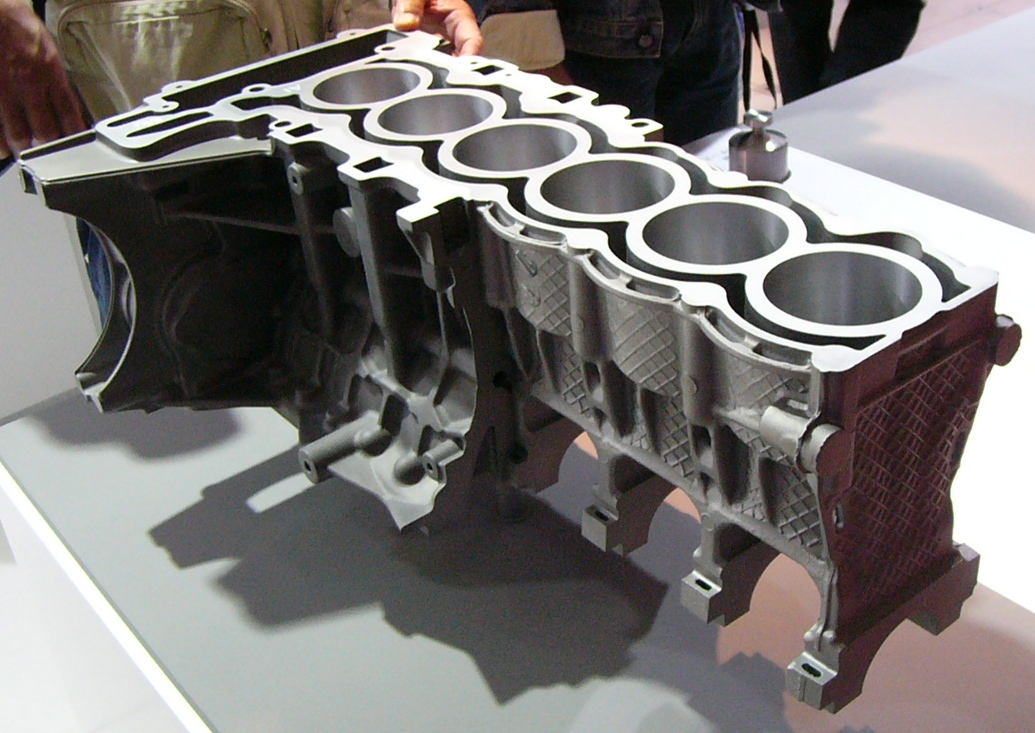
Smaller applications of metal casting include the creation of jewelry, watches, and other small complex metal pieces. Casting allows manufacturers to reduce costs associated with production due to the ease of creating duplicate parts. On a larger scale, metal casting produces larger metal components and machinery. For example, many engine block manufacturers use casts to produce engine blocks and cylinders as the process allows for mass production.
Casted metal plays a large role in the expansion of the transportation industry. When it comes to airplane, car, and train components, cast metal is crucial in the development and creation of engine components and overall power transmission components. Related post-processed metals that have been cast are also used heavily in the construction of large steel superstructures such as skyscrapers.
Without metal casting, railroads and shipping would be set back many years from where the industry stands today. Similarly, in chemical process plants, cast metal plays a large role in the equipment of use in chemical processing. Components such as titanium tubing, pumps, and valves allow for crucial plant processes and would not exist without metal casting.
Alternatives
Alternatives to casting include forging, stamping, rolling, and sintering. Required material properties determine the chosen forming process.
Forging
Forging is a process related to metal casting in the realm of manufacturing. Forgings shapes metal through repeated force or a type of hammering to produce the desires shape. Other methods of forging include pressing or rolling that expel metal with a hammer or die. The compressive forces shape the metal through the work and also alleviate internal stresses in the material.
Stamping
Stamping involves the pressing of a flat sheet of metal into a die or a stand to shape the sheet. The pressed sheets, called blanks, feed into a press at production facilities. Stamping with different dies occurs depending on the application of the blank.
Rolling
The rolling process forces a sheet of metal between two rollers to elongate or reduce the thickness of the specimen. Metal rolling often serves as the first step in creating the raw ingot or blank by which a piece will be manufactured. The process of rolling also shapes larger specimens into steel beams, slabs, or plates.
Extrusion
Extrusion forces or extrudes metal through a die to reduce thickness. The die sets the cross-section profile and subsequently the desired shape in the piece. Often times heating the metal promotes an easier pass through the shaping die. The press often operates from hydraulic power to force the metal through the shaping die.
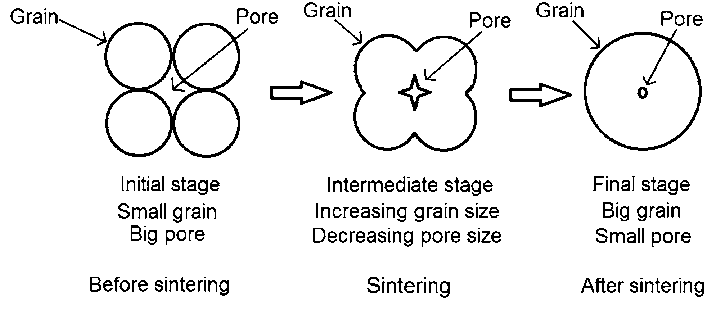
Sintering
Sintering, also known as frittage, compacts metal to form a solid mass from smaller pieces of metal. Heat and pressure join the smaller particles into a larger and manufactured bulk shape. The process reduces pores in the material and promotes strength in the final product. This process is ideal when working with multiple pieces of small raw material to create a more workable form.