Etukudo
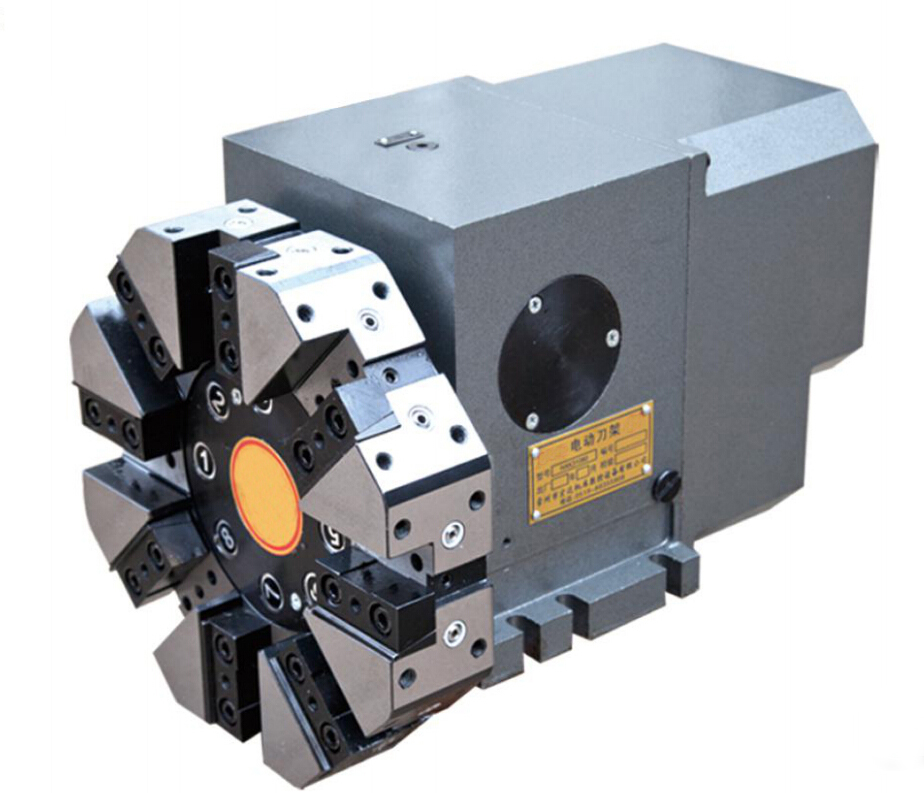
A turret lathe machine is a type of metalworking lathe that can perform repetitive production of duplicate parts. In addition, because of its hexagonal turret, which is an indexable tool holder, it can hold and interchange up to six tools at a time. This makes it ideal for carrying out a variety of operations quickly.
In this article, you will learn about the operation of a turret lathe, the vertical type, and explore the functionality of a turret lathe vs engine lathe and vs a capstan lathe.
Turret Lathe Operation
Turret lathes are predictably distinguished by the inclusion of a turret. The turret provides an indexable tool holder that allows multiple cutting operations to be performed. Turret lathes offer greater flexibility and speed than lathes that lack this feature.
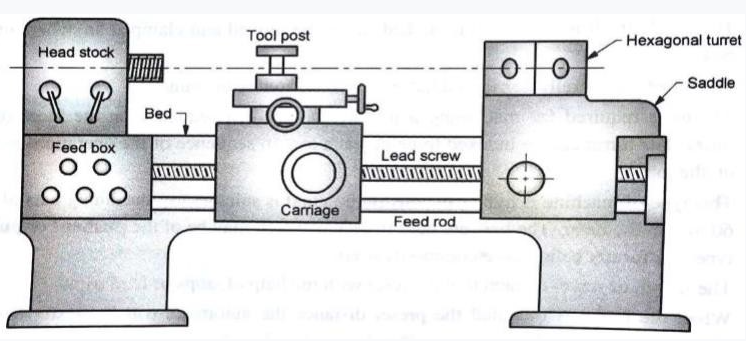
The turret works like a common manual lathe as it features a chuck holding the workpiece. Then, all the tools for carrying out the operation are put into the corresponding holes of the turret. After that, rotating the spindle leads to the rotation of the chuck and the workpiece. Next, the turret head moves to its initial position, which is close to the rotating workpiece, via the aid of its saddle. Subsequently, the head is rotated such that the tool for the first operation is facing the workpiece, before bringing them into contact.
After each operation, the hexagonal head moves away from the workpiece to its initial position, then the operator rotates it for the next tool to face the workpiece. However, this is just for the manual turret lathe. Whereas, for the automatic type, the movement of the head to its initial position and the tool indexing occurs automatically.
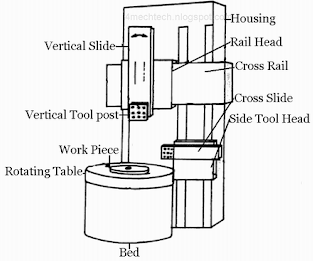
Vertical Turret Lathe
A vertical turret lathe is a classification of the lathe in terms of its orientation. Moreover, it is common to refer to them as “vertical boring mills”. Unlike its horizontal counterpart, the chuck holds the workpiece in a vertical orientation, perpendicular to its rotating table. Because of this orientation, this machine has two tool posts. One is vertical, while the other is a side tool head. Typically, feeding the tool on the side head enables working on the outside diameter of the workpiece. On the other hand, the vertical tool post allows for the use of lacing and boring tools. As a result, the operation of the vertical turret is analogous to a potter’s wheel. This setup makes it ideal for handling heavy, very large, or short workpieces. For example, some machines can handle workpieces of diameters up to 10 inches, in special cases.
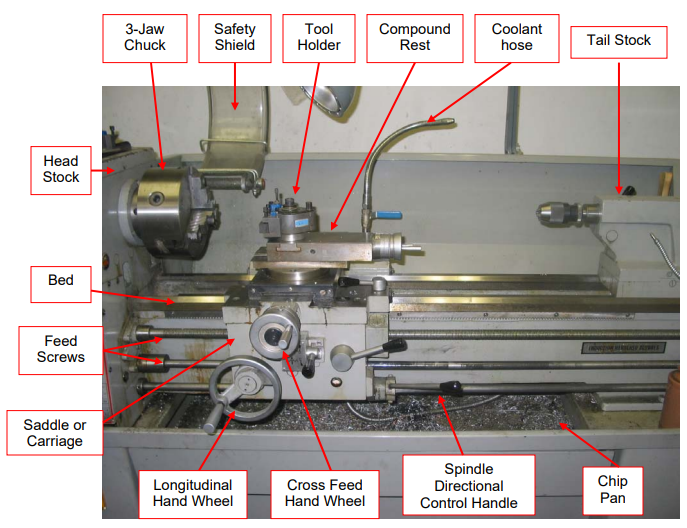
Turret Lathe vs Engine Lathe
An engine lathe refers to the traditional 19th or 20th-century lathe with automatic feed to the cutting tool. This is in contrast to earlier versions where the tools are hand-held or the feeding of the tools to the piece is manual. It is an improvement on the earlier lathes, but the turret is a more recent version with a few differences. The different features of the turret late vs. engine lathe are illustrated in the table below.
| Turret Lathe | Engine Lathe |
| It rotates in either the clockwise or anti-clockwise directions. | Typically, rotates in only the anti-clockwise direction. |
| The tool holder contains at least six tools at a time. Thus, tool changing occurs much faster. | The tailstock holds a single tool per time. |
| There is no requirement for skilled labor as most of its operations are semi or fully automatic. | There is a requirement for skilled labor. Although, some modern versions integrate Computer Numerical Control (CNC) technology that limits the need for human intervention. |
| Setting up the machine for operations requires more time. But after setting up, machining occurs at greater speed. This makes it ideal for mass production. | Setting up the machine for operations requires less time. However, because operations are manual, they are not suitable for mass production. |
| A wider range of spindle speeds is available, which enables it to use the appropriate one for a cutting tool family. | It has fewer amounts of spindle speeds to select from. |
| There is no lead screw, but by using a chaser, short threads can be cut. | The presence of a lead screw enables longer threads to be cut. |
| It is possible to machine only short length taper. | It can do any type of taper turning. |
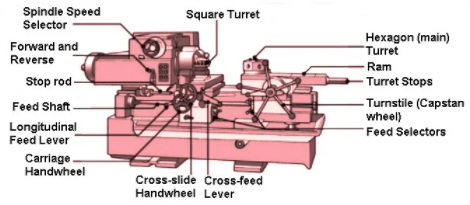
Turret Lathe vs Capstan Lathe
The capstan lathe machine was the first invention to deploy a hexagonal turret head for mounting tools. Moreover, its introduction came as an improvement to the center and engine lathe machines. Generally, it shares a lot of similarities with the turret lathe, as they are both ideal for mass production of parts. However, they have differences which the table below highlights.
| Turret Lathe | Capstan Lathe |
| This can be a horizontal or vertical lathe machine. | Typically, this is only available in the horizontal position. |
| The mounting of the turret head is directly on the saddle, which slides over the bed ways. | The mounting of the turret head is on the ram, which is mounted on the saddle. |
| Because both the saddle and the ram move laterally, larger workpieces can be handled by this machine. | Because feed is provided solely by the ram, it is limited to working on smaller workpieces. |
| Moving the turret head in a direction lateral to its bed is possible. | Moving the turret head laterally is not possible. |
| A jaw chuck holds the workpiece in place. | A collet holds the workpiece in place. |
| Making a heavy cut in a workpiece is achievable due to the rigid construction. Although, this makes it generally slower in operation. | Making a heavy cut is not possible because of its non-rigid construction. However, this makes it faster in operations. |