Etukudo
A CJP weld, short for complete joint penetration weld, refers to the type of welding joint that is common in groove joints and T-joints. Moreover, in a CJP weld, the welder deposits weld metal throughout the thickness of the base metal. In this article, you will learn about the characteristics of a CJP weld, CJP callout, CJP vs PJP weld, as well as commonly asked questions.
Characteristics of a CJP Weld
The basic criterion that qualifies a weld as CJP is that the welding must extend throughout the faying surfaces of the parent/base metal. Achieving this often involves chiseling grooves into the parent material, then making multiple welds passes until the filler material occupies the entire thickness. According to AWS D1.1 Structural Welding Code, CJP welds should be either one-sided with steel backing, or from both sides with back gouging. This is a prequalified welding procedure specification, so any alternative procedure will need to be qualified by testing.
One-sided Joint
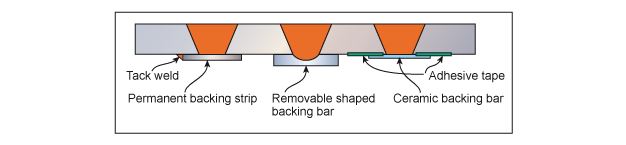
In applications where there are limitations in accessing both sides of the joint, then AWS D1.1 recommends using a steel backing. This is also a viable option as the CJP weld root gap gets higher. At first, the welder uses tack welding to attach the back strip before filling it with molten metal. The backing ensures the weld metal remains within the lower grooves and avoids excessive groove penetrations and undercuts.
After welding, it is common practice to remove the backing, and perform rewelding and grinding, if aesthetics is important. Otherwise, the back strip material is left in place. Although other materials such as ceramics and glass tape can serve as a backing, it would require qualification testing. Moreover, these alternative materials are ideal for applications where the backing is temporary, so use adhesive tape for attachment.
Double-sided Joint
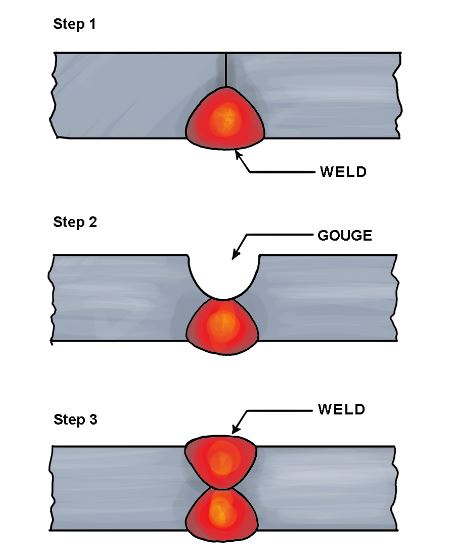
When there is access to both sides of the joint, it is preferable to carry out welding on each side. After the edge preparation and welding on one side, the welder removes both weld and base metal from the other side before welding. This process is called back gouging and ensures consistency of fusion at the weld root, especially as the parent metal gets thicker.
Conditions for a CJP Weld
Other than a qualified welder, there are several conditions that need to be in place to ensure a proper CJP weld. The following sections highlight a few of them.
Weld Current and Deposition Rate
A high weld current and low weld metal deposition rate ensures deeper penetration of a CJP weld. Lower weld currents and higher deposition rates result in the opposite effect. To achieve the proper penetration, the welder adjusts the distance between the tip and the metal.
Increasing the distance between the tip and the metal leads to a current decrease. Reducing the distance between the tip and the metal increases the current. Although a high current is desirable, the welder should not weld at a particular distance for long periods as this can cause burn-through in the presence of joint gap discontinuities.
Weld Voltage
High voltage increases power density and spreads the arc out, thereby creating a wider bead with good fusion, but not penetrating deep into the material. However, making the voltage too low may result in an unsustainable arc for penetrating the material. So, the voltage should not be too high or too low, but within a certain range in line with industry/company practice.
Arc Stability
Arc stability with higher arc travel speed results in greater penetration of the CJP weld. Typically, arc speeds of between 12 inches per minute (ipm) and 17 ipm are suitable for deep penetration. Below this range, deposits of excess filler material prevent proper weld penetration. Going above the range to higher speeds does not give the heat enough time to melt the base metal area.
CJP Callout
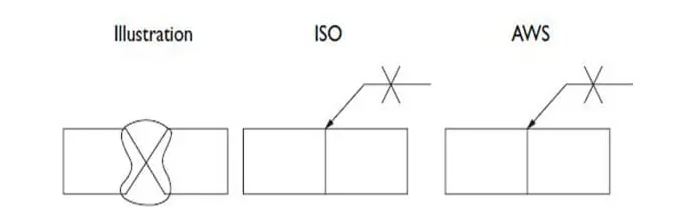
CJP callout, or simply put , the CJP symbol, refers to the standard way of representing the presence of this type of weld in engineering diagrams. The predominant way of doing this is either using the symbols from ISO 2553, which is common in Europe, or AWS D1.1 which is common in North America. Although both symbols represent the same information, there is a slight difference in their format as the diagram below shows.
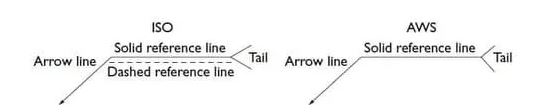
The main difference between both standards is the presence of a reference line with dashes in the ISO symbol. When the weld symbol is on this line, the welding will be on the side of the joint opposite where the arrow is pointing. Below is an illustration of a CJP single groove weld that highlights this difference.
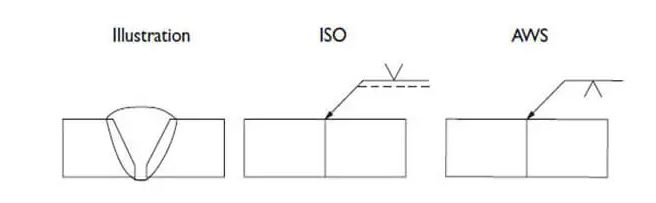
However, for a CJP double groove weld, this difference is non-existent.
In such cases, the differentiating between both standards is in the unit of measurement. ISO gives dimensions in millimeters, while AWS gives dimensions in inches.
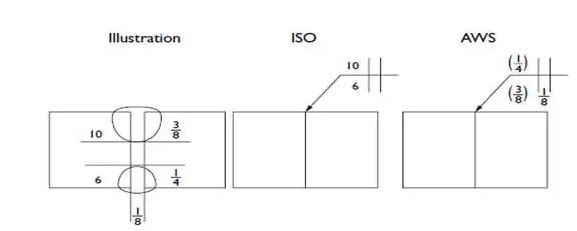
No matter the standard in use, a key attribute that distinguishes a CJP weld in a callout is indicating the letters CP in the tail.

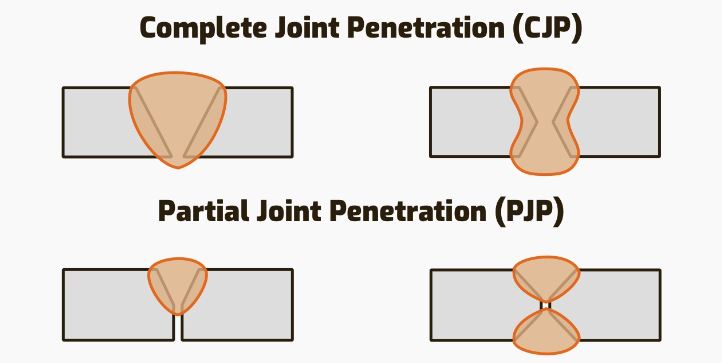
CJP vs PJP Weld
PJP weld refers to welds where there is only partial joint penetration. It represents an alternative to CJP when making a groove weld but is different as the following table highlights.
| CJP Weld | PJP Weld |
| For CJP weld, the filler material occupies the entire joint gap, including the root. | In a PJP weld, the filler material occupies only a portion of the joint gap. Thus, it does not reach the root. |
| It consumes the entire joint, thus evenly distributing stress. | The part of the joint that is devoid of weld metal constitutes a point of stress concentration. |
| Deeper penetration ensures better weld fusion. As a result, this is ideal for applications with higher strength demand. | Presence of stress concentration limits the ability of such joints when strength demands are high. |
| A total fusion of the joint means there is no collection point for moisture and dirt. So, it provides a corrosion resistant joint. | Lack of fusion at the weld root presents a collection point for corrosive materials. Thus, joints using this weld are prone to crevice corrosion. |
| CJP weld is more difficult to make whenever there are space constraints. | PJP weld is easier to carry out if there are space constraints. |
| Generally, is more expensive due to more edge preparation and more welding material. | Offers a cheaper and faster way of doing groove welds. |
Commonly Asked Questions
This section addresses some of the common questions associated with CJP welds.
Are fillet welds CJP?
Fillet welds are not CJP welds. They are welds used on the edges or surfaces of the materials that are coming together. So, they do not fuse the cross-section of the elements. On the other hand, CJP welds penetrate the entire cross section of the elements coming together.
Does a CJP weld require backing?
The use of backing is common in one-sided CJP welds, especially when there are space limitations or as the weld root gap gets higher. Backing helps to prevent excessive groove penetrations and undercuts. Also, it can serve in temporary or permanent capacity when welding.
How deep should welds penetrate?
According to ANSI/AWS D8.8-97, the effective weld size should be equal to or greater than 90% of the thickness of the thinner metal part. For a CJP weld, this effective weld size or penetration is measured from the surface of the joint to the weld root. For fillet welds, the measurement does not extend into the joint.



